


下载
PRECISION POTENTIOMETERS
SC1202
January 2012
New Varnish Application Process for Wirewound and Hybrid Elements
Background
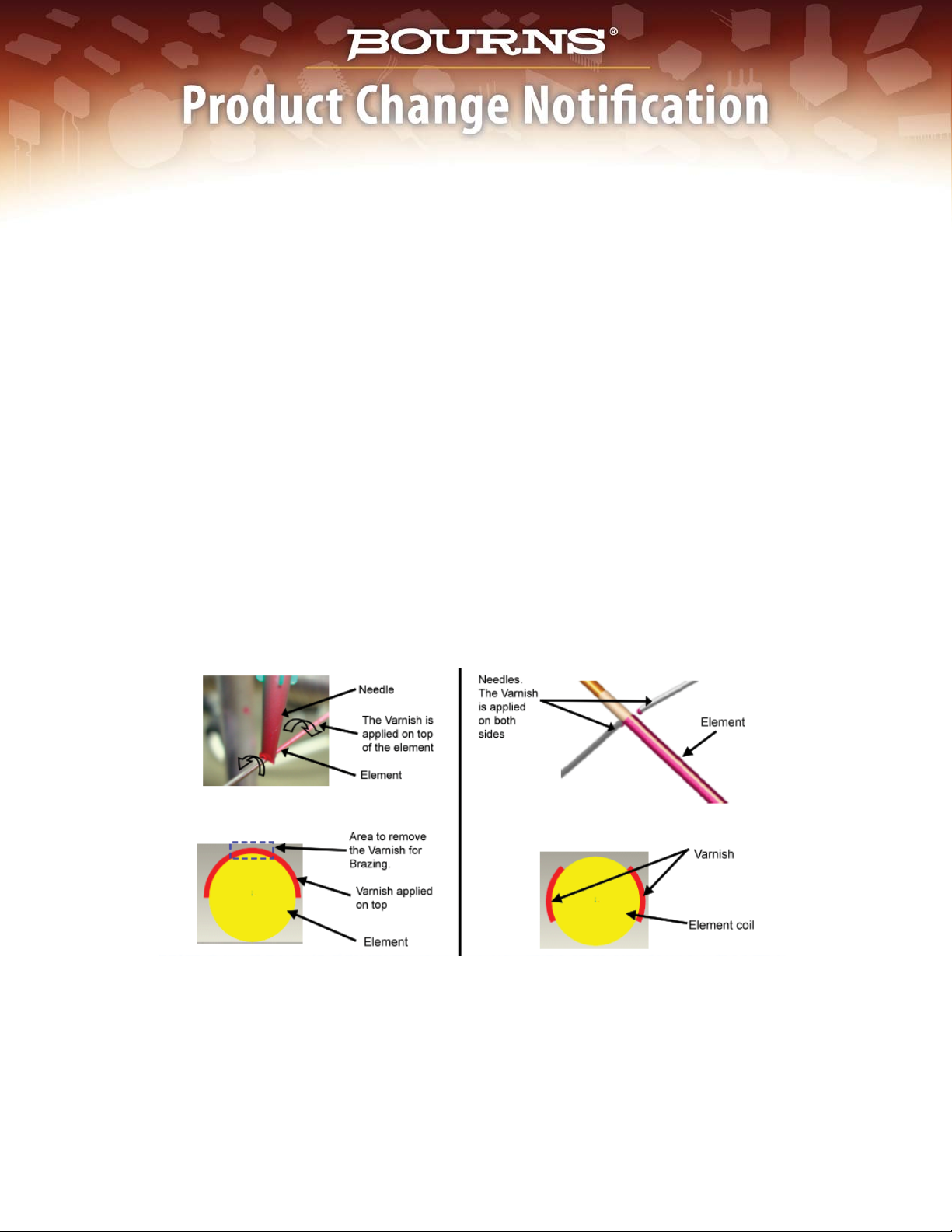
Currently, varnish is applied on top of the element to hold the resistive wire in place on the mandrel. Later, this
varnish is removed in the brazing area (only) with a sand blast process. is process requires special control in
timing, pressure and ow to ensure that no damage is done to the element where the brazing is to occur. Finally,
the element is washed with special chemicals to remove the residue from the blasting process.
Solution
A new method has been developed to apply varnish on both sides of the element, leaving the brazing area free of
varnish. e new process does not require removal of varnish in the brazing area, thereby eliminating potential
residue of media le by the blasting process.
e graphics below show the current and new processes side by side. e new procedure is a change of
production process; however, product performance and reliability are una ected.
Current Method New Method
Element Cross-Section Element Cross-Section
All standard and custom wirewound and hybrid models listed will take advantage of the new varnish
application process. e models included are 83, 84, 3400, 3435, 3500, 3501, 3540, 3541, 3543, 3545, 3547, 3548,
3549, 3590, 3610, 3700, 3701, 3750, and 3751.
e process will be phased in starting with March 1, 2012 shipments. Please contact your local Bourns
Representative or Bourns Customer Service for further information.